General Product Information
Reproductions?
 There will be many
pictures of original antique weapons and items on this web site. The pictures of original items are
for
identification purposes only. We do not sell original parts,
only reproductions of original parts to be used in the building of a
reproduction or restoration of an original antique. From time to time we
will have some original pieces for sale. As we get our web site finished
we will be listing them in a new section designated just for original items.
Until then you may contact us about any original parts or pieces you may be
looking for. The picture to the right is a comparison of an original item
(left side of picture) to
the casting (right side of picture) we reproduced it from. Notice the casting in
the picture still has the casting gate on the bottom. We ship all parts as cast with
the casting gates still on them unless it is an assembled lock or finished item.
If you have any questions about the condition of a product it will be in when shipped please fell
free to call.
There will be many
pictures of original antique weapons and items on this web site. The pictures of original items are
for
identification purposes only. We do not sell original parts,
only reproductions of original parts to be used in the building of a
reproduction or restoration of an original antique. From time to time we
will have some original pieces for sale. As we get our web site finished
we will be listing them in a new section designated just for original items.
Until then you may contact us about any original parts or pieces you may be
looking for. The picture to the right is a comparison of an original item
(left side of picture) to
the casting (right side of picture) we reproduced it from. Notice the casting in
the picture still has the casting gate on the bottom. We ship all parts as cast with
the casting gates still on them unless it is an assembled lock or finished item.
If you have any questions about the condition of a product it will be in when shipped please fell
free to call.
Estimated Delivery Times?
There are many castings, screws, barrels, stocks and ramrods which we keep in stock. These items can usually ship out quickly. However there are items that are made as they are ordered, these usually include stocks, ramrods, assembled locks, assembled ready to shoot weapons and some barrels.
In the investment casting process there are sometimes delays for parts that are not in stock, so due to this process we require patience from our customers. The average estimated delivery time on our parts is usually 90 - 120 days if the parts you order are not in stock. I will explain a little on how the process goes. The picture below shows the brass side plate casting on the left, and the wax on the left which it originally started as.


First the waxes have to be made which we do in our shop usually takes a couple of weeks to get a batch of waxes ready. Second we take these waxes to the foundry which usually take 8 - 10 weeks for these to be transformed in to a casting and returned to us. Once we receive the castings from our foundry, they are sorted and then cleaned which usually takes another week. Finally they will be pulled for each order and shipped out.
Sometimes the castings do not turn out for a number of reasons. When this happens, the process starts all over again from square one with making the waxes. The whole process usually takes 12 - 14 weeks. This is why sometimes there are longer than expected delivery times, when parts have to be rerun. We assure you that the quality of our parts are well worth any wait, as most of the parts we offer never have and probably never will be offered by anyone else.
Assembled Lock?
 To
the left
is a picture of an assembled lock for our Series 554 Doglock. Our
assembled locks come with hardened internals, hardened and tempered
springs and a hardened frizzen. We also polish and fire blue the
screws. We hand tune each lock we assembled to make sure it is putting
out the maximum amount of spark and speed. When ordering an assembled
lock set you will only need to polish the outside of the lock and drill
and tap it for side lock screws. Notice the frizzen and dog catch are
colored due to the case hardening they have received.
To
the left
is a picture of an assembled lock for our Series 554 Doglock. Our
assembled locks come with hardened internals, hardened and tempered
springs and a hardened frizzen. We also polish and fire blue the
screws. We hand tune each lock we assembled to make sure it is putting
out the maximum amount of spark and speed. When ordering an assembled
lock set you will only need to polish the outside of the lock and drill
and tap it for side lock screws. Notice the frizzen and dog catch are
colored due to the case hardening they have received.
Set of Lock Castings?
 To the right is a picture of a set of lock
castings. When ordering a set of lock castings you will need to cut off
castings gates, straighten the lock plate if needed, drill and tap holes
for assembly, harden the frizzen and harden and temper the springs. The
set of lock castings do not come with any screws. If you need screws
please request a lock screw set for the same series number of lock you
are ordering. Most lock screw sets cost $24.95 and include all screws
necessary for assembling the set of lock castings.
To the right is a picture of a set of lock
castings. When ordering a set of lock castings you will need to cut off
castings gates, straighten the lock plate if needed, drill and tap holes
for assembly, harden the frizzen and harden and temper the springs. The
set of lock castings do not come with any screws. If you need screws
please request a lock screw set for the same series number of lock you
are ordering. Most lock screw sets cost $24.95 and include all screws
necessary for assembling the set of lock castings.
Screws?
 The screws we offer are
manufactured in Standard American Threads or are unthreaded blanks, we do not offer
screws in original threads as there are no taps available for these original threads. If you
have any questions about the thread size of any screw in our catalog please
give us a call for details on our thread sizes. See a few examples of
screws to the left.
The screws we offer are
manufactured in Standard American Threads or are unthreaded blanks, we do not offer
screws in original threads as there are no taps available for these original threads. If you
have any questions about the thread size of any screw in our catalog please
give us a call for details on our thread sizes. See a few examples of
screws to the left.
The Rifle Shoppe Parts Set?
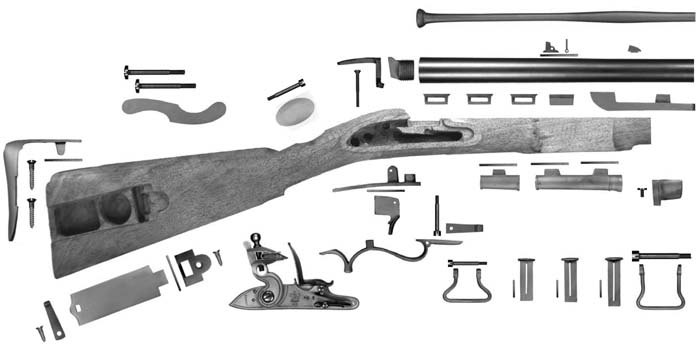
When you order a Parts Set from the Rifle
Shoppe, you can rest assured that each part is duplicated from the original
weapon down to the smallest detail. The quality and authenticity of our
weapons are most important to us, so we research each weapon and compare it
with others if possible to make sure we do not miss any details. Our parts
sets include the lock (as a set of lock castings with lock screw set or as
an assembled lock, which is hardened, tempered and ready to install), stock,
barrel, furniture and ramrod as well as all of the correct screws and pins
needed for assembly. The screws and pins included in our parts sets are the
correct size and shape needed for assembly. We try to duplicate the correct
screw heads, but manufacture our screws in standard American threads as
there are no taps available for original threads. The picture above shows a
714 parts set with assembled lock (714 PARTSAS), we have removed the casting
gates for the picture above but all our parts with the exception of
assembled items come with the casting gates still on them. Bayonets,
Cleaning Tools, Spanners, Yokes etc. are considered accessories and are
available at an additional cost. We currently do not offer instructions for
our parts sets, but we do offer a stock and parts drawing on a few of our
parts set that will aid you in the assembly process, if needed see pages
266-267 in our 2007-2008 catalog to see what drawings are offered. If you would like to receive a
parts listing of the items you will receive in a set please contact us and
request a parts listing for the set you are interested in.
We are currently working on a video for lock assembly and spring hardening
which will be available in the near future, if interested please call to
check on the availability.
The Rifle Shoppe Stocks
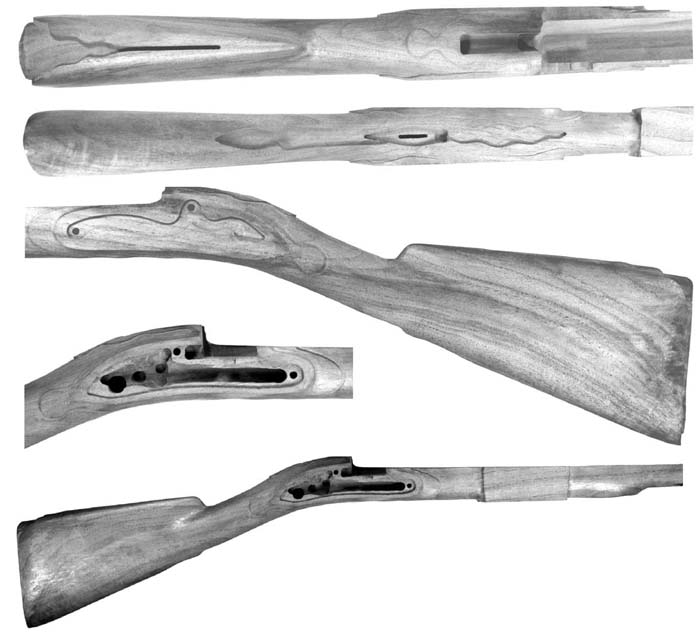
Our stocks are pre-shaped and in-letted for most parts with the exception of very small parts like band springs and some of the fancy side plates and thumb pieces. They are cut to almost exact size leaving just enough for sanding. Forearms are pre-shaped and in-letted. We leave a small block of wood in the forend of long stocks to give you something to hold on to while working on it. Our stocks are made in standard plain American Walnut unless ordered differently. Below is a listing of the different optional/grades available from our supplier if you would like something in a fancier grade of Walnut. Call on availability of Presentation grade pieces.
Plain ~ No Figure, Straight Grain
Light Figure ~ Light Curly or Grain Color in 25% of stock.
Medium Figure ~ Curly or Patterned grain in 50% of Stock ( A nice stock but not
a bragger)
Heavy Figure ~ Over 75% Curly and or Patterned (A respectable stock to
everyone.)
Presentation ~ Very Rare Pieces - usually three separate patterns or colors.
(The Presentation grade is Gorgeous and fit for presentation to the best.)
American Walnut
- Light Figure $125.00 Extra
- Medium Figure $195.00 Extra
- Heavy Figure $500.00 Extra and UP
- Presentation $ CALL
Hardening and Tempering Notes
It has been my experience that the secret to
good flintlocks is in the polishing and hardening, especially on early locks
that do not have internal bridles. You can double the speed on an early lock
by hardening the cock, tumbler and lock plate you can also speed up later
locks by making sure the lock plates are hardened. We use 4140 steel on all
our lock parts except frizzens and springs which are 6150. These are oil
hardening steels, but we don't recommend oil hardening, but you will find
that if you case-harden the lock plate, internals, and frizzen then use a
water quench it will give you a finer finish and smoother bearing surface.
You are not adding anymore carbon by doing this, but you are keeping the
parts from losing any carbon while you are bringing the part up to the
correct heat range (1650° to 1675° or very bright reddish orange). You will
find this especially true with frizzens where carbon content is very
critical. A case-hardened and water quenched 6150 or 1095 steel frizzen will
spark 10 times better and hotter than an oil hardened one. Always be sure to
draw the tail of the frizzen to a deep blue color up into the edge of the
pan cover area.
To harden a spring we use a water quench. Use a propane torch to bring the spring slowly up to a very bright
red almost orange (1500°), making sure the spring is a consistent color all
over, then drop it into a container of room temperature water. Handle the
spring carefully, as it is now glass hard. Polish the spring. For tempering
the spring use an area where the light is not too bright so you can see the
color changes easily. Start heating the spring from the largest end first
going over the entire spring and the colors will start out a straw or gold
color going into a scarlet or purplish color, then into a shinny deep blue
color, continue heating slowly and this blue will disappear and start all
over with a clear shinny color, then back into the gold color, then the
scarlet or purplish color (approx. 700°), then into a dark blue black
(approx. 750°). As soon as you get the blue black color even lay the spring
down on a piece of wood an let it cool, when cooled it will be a perfect
spring. If you find that it does not have enough tension, re-harden and
re-temper to just as the blue black color appears, on smaller springs you
can stop at the purplish color (approx. 725°). I have re-hardened and
re-tempered some springs 8 or 9 times to get just the right feel. Always
polish the bearing surface on the foot of the spring. If you do not want to
try hardening your springs just return them after you fit and polish them
and we will harden and temper them for you.
On early locks without internal bridles try to get as close a fit on the
tumbler, lock plate and cock as possible with no binding. Be sure to harden
all three. These early type locks will last you almost forever if you take
time on these points in the beginning. When you are polishing use “wet or
dry” emery paper, go all the way to 600 or 800 grit before you ever use a
buffing wheel so as to keep everything square and true. Also a little more
polishing after hardening everything because the better the finish, the
faster the lock. As a rule of thumb polish every piece that moves or
something moves on.
Flints are also important in having an excellent lock. Use good flints that
are large enough. Early locks and military locks used larger flints then we
tend to put in them today. If your frizzen doesn't kick all the way open,
try using a larger flint instead of grinding on the camming surface, or put
your flint in bottom side up as some early locks were made to use spall type
flints which have no top or bottom. The shaped flints we have today did not
come into major use until after 1800. The British were still using chips and
spall type flints in the war of 1812.